
誘導加熱(IH:Induction Heating)は、導電性材料(主に金属)を加熱するための非接触の加熱方式です。
火炎を使用せず、制御が容易な誘導加熱は、二酸化炭素(CO2),環境負荷を低減する地球環境・作業環境にやさしい無駄のない加熱プロセスとして注目を集めています。
また、一般家庭でもIHクッキングヒーターや炊飯器に使用されているおなじみの技術です。
誘導加熱(IH)の原理
イギリスの科学者マイケル・ファラデーが1831年に発見した電磁誘導現象が基となっている原理です。
これは、導体に誘導電流が流れることにより導体内に熱(ジュール熱)を生成する現象です。
加熱用コイルに流れる交流電流が、金属(被加熱物)自体に電流を誘起する磁界を作ります。
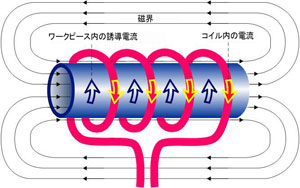
金属内には、渦電流(コイルの電流と逆方向の電流)が発生します。
この渦電流と金属の電気抵抗によりジュール熱が発生し、金属は急速に自己発熱します。
また、プラスチックや非導電性の材料の加熱も、金属サセプタを使用したサセプタ加熱により可能です。
適用分野
誘導加熱は、様々な産業において、ろう付けや焼入れ等、幅広く使用されております。
豊富な実績と経験をベースにした適用事例を産業別、用途別にご紹介しています。
事例毎のアプリケーションノートとビデオ動画を準備していますので、ご希望の加熱処理の参考にご覧ください。
高周波誘導加熱装置の構成
高周波誘導加熱装置の基本的な構成要素は、誘導加熱電源、加熱用コイル、被加熱物(ワークピース)です。
誘導加熱電源はコイルに交流電流を流し、磁界を発生させます。
材料がコイルの中に置かれると、磁界は材料の中に渦電流を発生させ、コイルと材料の物理的な接触無しに、クリーンで精確かつ制御可能な加熱を、加熱したいその部分のみに発生させます。
また、放射温度計や熱電対により温度を監視し、温調器等を通して、電源の出力を制御することも可能です。